
Sheet Metal Fabrication Services



Our Custom Sheet Metal Fabrication Services
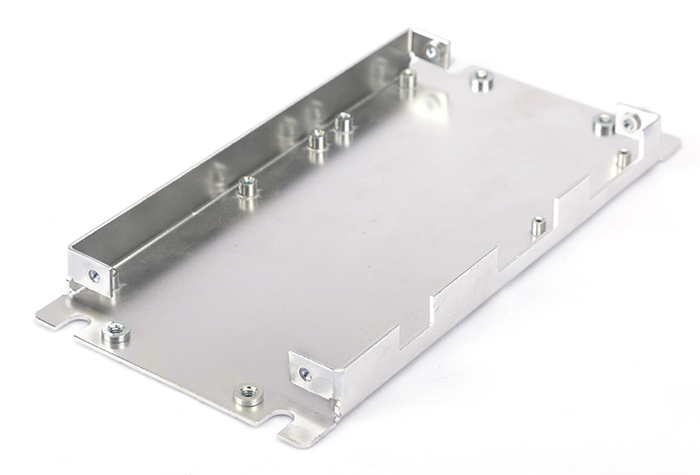
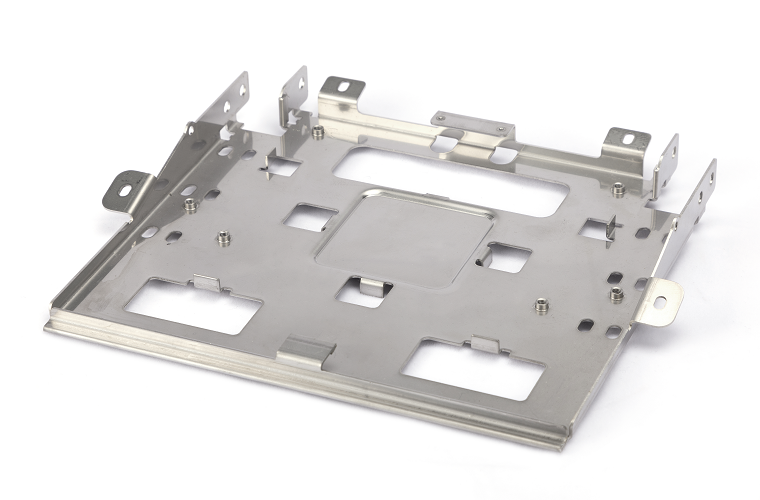
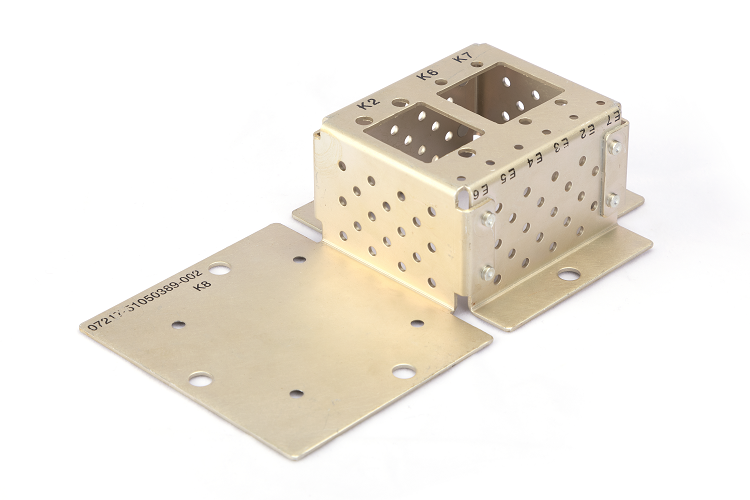
Sheet metal fabrication is the most cost-effective choice for custom sheet metal parts and prototypes with uniform wall thickness. GuanSheng provides various sheet metal capabilities, from high-quality cutting, punching, and bending, to welding services.
Laser Cutting
Laser cutting uses a laser to cut the sheet metal part. A high-power laser is directed onto the sheet and intensified with a lens or mirror to a concentrated spot. In the specific application of sheet metal fabrication, the focal length of the laser varies between 1.5 to 3 inches (38 to 76 millimeters), and the laser spot size measures around 0.001 inches (0.025 mm) in diameter.
Laser cutting is more precise and energy-efficient than some other cutting processes, but cannot cut through all kinds of sheet metal nor the very highest gauges.
Plasma Cutting
Plasma jetting uses a jet of hot plasma to cut through the sheet metal. The process, which involves creating an electrical channel of superheated ionised gas, is fast and has a relatively low setup cost.
Thick sheet metal (up to 0.25 inches) is ideal for the plasma cutting process, since computer-controlled plasma cutters are more powerful than laser or water jet cutters. In fact, many plasma cutting machines can cut through workpieces up to 6 inches (150 mm) thick. However, the process is less accurate than laser cutting or water jet cutting.
Stamping
Sheet metal stamping is also known as pressing and involves placing a flat sheet into a press. This is a high volume, low-cost, and fast process for producing identical parts. Sheet metal stamping can also be performed in conjunction with other metal shaping operations for easy manufacturing.
Bending
Sheet metal bending is used to create V-shape, U-shape and channel shape bends using a machine called a brake. Most brakes can bend sheet metal to an angle of up to 120 degrees, but the maximum bending force is dependent on factors such as metal thickness and tensile strength.
In general, sheet metal must initially be over-bent, because it will partially spring back towards its original position.





